Mig Welding 16 Gauge Sheet Metal Settings

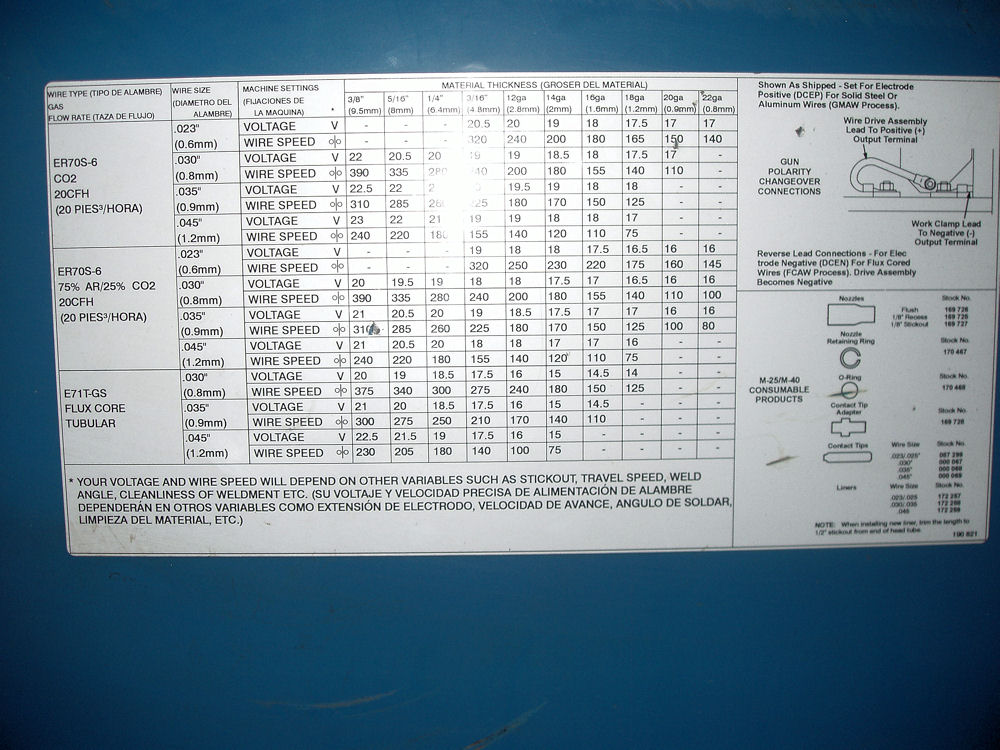
Mig Welding Settings Explained Wire Speed Voltage Chart
Choose Wisely When Welding Thin Sheet
Mig Welder Settings For Various Metal Thickness S
Mig Welding Setting The Correct Parameters

Mig Welding Mig Welding Techniques For High End Metal Fabrication Mig Welding Tig Welding Tube Work Plate Work

How To Achieve Perfect Welds On Sheet Metal Manual Perfect Panel Preptool From Eastwood Youtube

16 piece butt welding clamps.
Mig welding 16 gauge sheet metal settings.
Mig Welding Aluminum Electrodes Gasses Welder Setting Equipment Gowelding Org

How To Mig Weld Sheet Metal Eastwood Blog
Looking For Millermatic250 Settings Chart Miller Welding Discussion Forums
The Complete Mig Welding Guide Be A King Of Mig Welding

Butt Welding Sheet Metal With A Mig Welder Youtube

How To Weld Sheet Metal Part 1 Of 2 Welding Sheet Metal Basics With Eastwood Youtube

Stick Welding Sheet Metal Viewer Request Youtube

Miller Mig Welding Tips Intro Welding Wire Welding Projects Welding

Mig Welding Wire Speed And Voltage Chart Setting Originated Info 7 Weld Problems Things To Consider Torch Distance Tr Mig Welding Wire Welding Wire Mig Welding
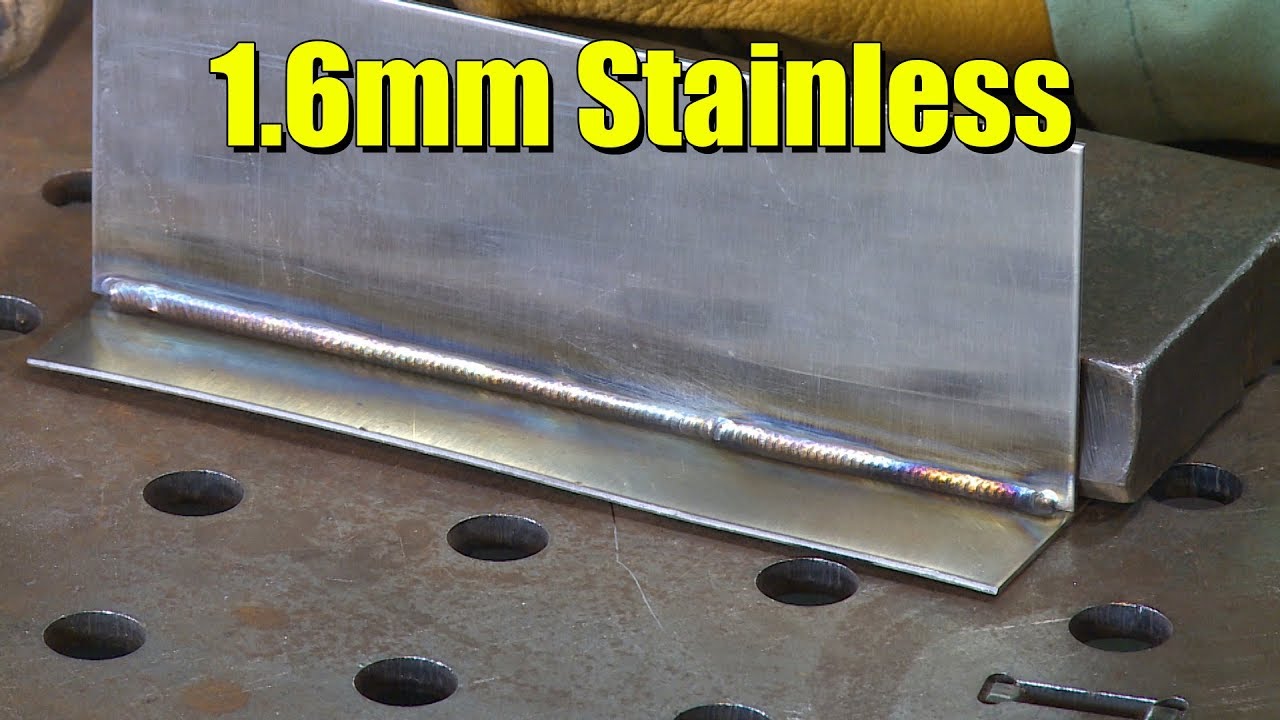
Tig Welding 1 6mm Stainless Fillets Viewer Request Youtube

Airgas Com Is Under Maintenance Welding Wire Welding Mig Welding

Extraordinary Stick Welding Settings Chart Miller Stick Welding Calculator 171087 In 2020 Welding Rod Chart Welding And Fabrication Welding Rods

Basic Guide To Flux Cored Arc Welding Welding Table Flux Core Welding Welding

Understanding Arc Welding Rods Classification And Which Ones To Get Welding Rods Welding Rod Chart Welding Table

Best Mig Wire Size For Sheet Metal
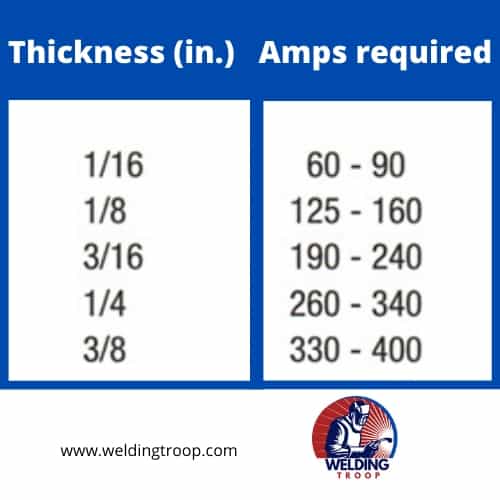
How Many Amps Do I Really Need For A Mig Welder 200 300 Amps

Stick Amps Vs Rod Size Vs Metal Thickness Welding Rod Chart Metal Welding Welding Tips

How To Mig Weld For Beginners Youtube
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctkazy6 7sq7v6jucapjgxhfbxiimuquqscborytdwigy8dwlxd Usqp Cau

Welders Universe Stick Electrode Amp Filler Rod Guide Welding Consumables Welding Electrodes Welding Rods Welding

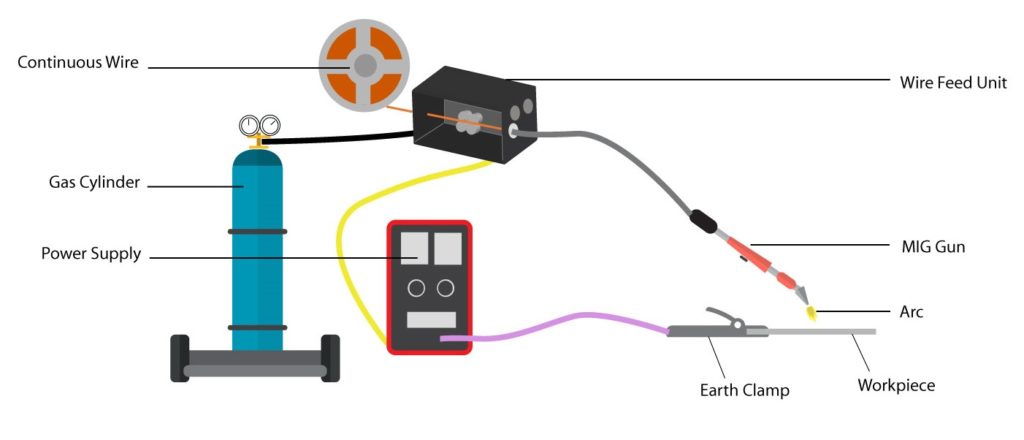
Mig Welding Settings How To Set Up A Mig Welder
Mig Welding Electrodes Wire Selection Charts Settings And Classification

53 Rational Flux Core Welding Chart In 2020 Flux Core Welding Welding Welding Consumables

Http Www Lincolnelectric Com Assets Global Products Consumable Miggmawwires Superarc Superarcl 50 229k Mig Welding Flux Core Welding Welding

Mig Welding Steel With Pure Argon Youtube

Miller Stick Welding Calculator 171087 Stick Welding Tips Welding Tips Welding

Eloquent Fashioned Diy Welding Projects Ideas Download The Checklist Welding Rods Welding Rod Chart Welding Table

Practical Machinist Largest Manufacturing Technology Forum On The Web

Mig Welding Stainless Steel Youtube

How To Weld Thin Steel To Thick Steel Youtube

Handler 125 Mig Welder Hobartwelders
Https Www Lincolnelectric Com Assets Servicenavigator Public Lincoln3 Im10105 Pdf
Mig Welding Techniques For Vertical Welding Uphill Downhill

Different Welding Rod Sizes You Need To Know Welding Picks In 2020 Welding Table Welding Projects Welding Rods

How To Properly Mig Weld Sheet Metal Youtube

How To Weld Spot Welds Rosette Welds Great Tech Tip From Eastwood Youtube

Wire Metal Sheet Thickness Gauge Stainless Steel Welding Gage Plated Size Inspection Tool Wire Metal Siz Metal Sheet Sheet Metal Gauge Stainless Steel Welding

Stainless Steel Mig Welding Tips Mig Monday Youtube

A Guide To Welding Electrodes On Ships Part 1
Lincoln 140 Mig Welder Reviews The Models Explained Welditu

Best Welders For Beginners Mig Tig Stick Top Picks 2020

Tig Welding Parameters Stainless Steel Jpg 1749 1200 Welding Tig Welding Welding Videos

Mig Welding Square Tubing Youtube Mig Welding Welding Metal Working
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcq08hyoyhj0anb19zlr7vkp0g7yvq3qmw4szo8bo9c2f6hzcplb Usqp Cau
Source : pinterest.com
